




Content:
1. 3D Printer Top Layer Gaps
Reasons:
- Fragile walls;
- Thin top layer;
- Low fill rate.
Solutions
2. Grinding Filament
Reasons:
- Printing temperature is too low
- Printing too fast
- Nozzle clog
- Filament Tangles
Solutions
----------------------------------------------------------------------------------------------------------
3D Printer Top Layer Gaps:

As the picture above shows, the holes and gaps on the corners of the bottom surface may occur on printouts. These holes would ruin your work because every 3D printer pursues a perfect surface to make it a non-3D printed craft. It would happen when you print a model with smaller layers standing above bigger layers with default settings.
In FDM 3D printing, each layer is stuck to the previous layer. And the logic of the mounting prints is not the same as building a house with building blocks, there is no single flat whole layer for supporting the stuff above but just extruded lines making up the “blocks”. Therefore, every layer of filaments used for printing will influence the printouts: the amount of layer, layer thickness, etc. If the wider face is not thick enough, an insufficient base will not be able to support further vertical layers. Then the holes and gaps will appear between the layers. When printing is converted to a smaller size, you need to make sure that there is enough foundation to support the vertical wall.
Why do these holes occur?
- Fragile walls
The insufficient number of edges would bring you a fragile printout. If you have ever printed a tool like wrenches with default settings, you would know how important the wall thickness is. Wrenches would crash when it is printed out with thin walls. Chips or bricks, that depends, good wall thickness for 3D printing PLA does too. To avoid the holes and gaps, you need to add more outline edges which would significantly enhance the hardness of your printouts. Another thing you need to know is that prints are generally not solid, they are partially hollowed to save time and filament. Therefore, the wall thickness is the most crucial element to assure you of a durable print.
- Thin top layer

Holes would also appear when there is a lack of solid layers on the top, it’s kind of like little cream on the top of the cake, you can even see the yellow part. So as the top layer of your print. In your print, the filaments for the solid layer would tend to droop or sag down into the hollow part.
- Low fill rate
The interior infill works as the base where top layers need to print on. If the infill density is very low, there will be lots of large gaps in the print. For example, if you set an infill percentage of only 10%, the remaining 90% of the interior of the print would be hollow, and these gaps are where the solid layers would stand. If you have ever tried adding solid layers and the gaps in the top of your print can still be seen, you need to try increasing your infill percentage to see if the gaps disappear. A higher infill percentage would provide a much better foundation for the solid layers at the top of your print.
Solutions:
- Adding two or more edges to enhance the base;

- Adding two or more layers for the top;

- Increasing the infill by 20% or more.

Grinding Filament
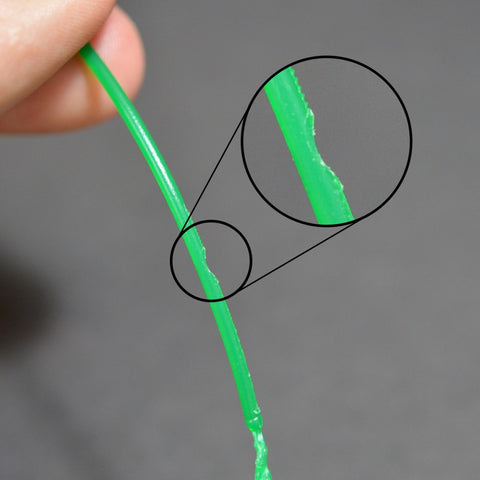
Grinding filament is the situation where the gear of the extrusion grinds the filament. Usually, the filament is unable to move, yet the drive gear keeps spinning, and lots of small plastic shavings from the plastic have been ground away.
Reasons:
When the filament is ground by the extruder, especially the gear, then we need to think about if the problem is if the filament cannot be extruded out smoothly. In FDM 3D printing, the material should be melted well and be extruded to compile layers.
- Printing temperature is too low
When the temperature is too low, the filament cannot be melted to jam, the solid filament cannot flow through the 0.4mm nozzle. At the same time, the gear still needs to complete its commands from the motherboard. As a result, filament grinding happens.
- Printing too fast
When temperature and speed go with different paces, filament grinding would happen too. Imagine this, you pay the Flashman for sending a flower to your wife, but the office only opens after 8:00 pm. The Flashman can just complete the task within one minute: get the job, grab the flower and arrive at the office. But he has to wait until 8:00 pm. During his waiting, he would be anxious as the filament. He cannot be melted to meet the magnificent speed.
- Nozzle clog
Also, if the office will never open. Then the Flashman needs to flash to Marvel for Hulk to squash the office door. Hulk is definitely good at coping with kinds of clogs.
- Filament Tangles
What if the Flash got a leg cramp? You know it.
Solutions:
- try to increase the extrusion temperature by 5-10 degrees
- If you continue to encounter filament grinding, even after increasing the temperature, then the next thing you should do is decrease the printing speed by 50%.
- Replace the nozzle
- Fix the knotted filament
